หมวดจำนวน:0 การ:บรรณาธิการเว็บไซต์ เผยแพร่: 2567-08-06 ที่มา:เว็บไซต์







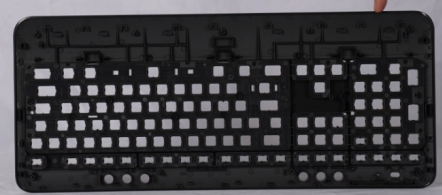
การฉีดขึ้นรูปเป็นกระบวนการผลิตที่เกี่ยวข้องกับการฉีดวัสดุหลอมเหลวลงในแม่พิมพ์เพื่อผลิตชิ้นส่วนและผลิตภัณฑ์ต่าง ๆ เมื่อความสว่างของพื้นผิวของผลิตภัณฑ์เหล่านี้ไม่สม่ำเสมอมันอาจส่งผลกระทบต่อความสวยงามและการรับรู้ คุณภาพ ปัญหานี้มีความสำคัญอย่างยิ่งในอุตสาหกรรมที่คุณภาพการมองเห็นของผลิตภัณฑ์เป็นสิ่งจำเป็นเช่นยานยนต์สินค้าอุปโภคบริโภคและอุปกรณ์การแพทย์ การทำความเข้าใจและจัดการกับสาเหตุของความสว่างของพื้นผิวที่ไม่สม่ำเสมอสามารถนำไปสู่ผลลัพธ์ที่มีคุณภาพสูงขึ้นและลดของ เสีย บทความนี้จะแนะนำคุณเกี่ยวกับสาเหตุทั่วไปและขั้นตอนที่สามารถดำเนินการได้เพื่อแก้ไขความสว่างของพื้นผิวที่ไม่สม่ำเสมอในผลิตภัณฑ์ฉีดขึ้นรูป

การฉีดขึ้นรูป: กระบวนการผลิตสำหรับผลิตชิ้นส่วนโดยการฉีดวัสดุหลอมเหลวลงในแม่พิมพ์
ความสว่างของพื้นผิว: คุณสมบัติการสะท้อนแสงของพื้นผิวของผลิตภัณฑ์ซึ่งอาจปรากฏขึ้นไม่สม่ำเสมอเนื่องจากปัจจัยต่าง ๆ ในระหว่างกระบวนการขึ้นรูป
แม่พิมพ์: รูปแบบกลวงหรือเมทริกซ์ที่วัสดุหลอมเหลวถูกฉีดเพื่อสร้างรูปร่างที่ต้องการ
ความสว่างของพื้นผิวที่ไม่สม่ำเสมออาจเป็นผลมาจากปัจจัยหลายประการ รวมถึงอุณหภูมิแม่พิมพ์ตัวเลือกวัสดุเวลาเย็นและการตั้งค่าเครื่อง ในการแก้ไขปัญหาคุณต้องระบุสาเหตุของรูทก่อน สาเหตุทั่วไปบางประการ ได้แก่ :
อุณหภูมิแม่พิมพ์ที่ไม่สอดคล้องกัน: พื้นที่ต่าง ๆ ของแม่พิมพ์อาจมีอุณหภูมิที่แตกต่างกันซึ่งนำไปสู่อัตราการระบายความร้อนที่ไม่สอดคล้องกันและความสว่างของพื้นผิว
องค์ประกอบของวัสดุ: การเปลี่ยนแปลงในองค์ประกอบของวัสดุอาจส่งผลกระทบต่อพื้นผิว
เวลาระบายความร้อน: เวลาเย็นที่ไม่สอดคล้องกันสามารถนำไปสู่พื้นผิวและความสว่างที่แตกต่างกัน
ความเร็วในการฉีดและความดัน: ความไม่สมดุลในการตั้งค่าเครื่องอาจทำให้เกิดข้อบกพร่อง
ตรวจสอบให้แน่ใจว่าอุณหภูมิของเชื้อราสอดคล้องกันตลอดกระบวนการ ใช้เซ็นเซอร์อุณหภูมิเพื่อตรวจสอบพื้นที่ต่าง ๆ ของแม่พิมพ์ เปรียบเทียบการอ่านและปรับระบบทำความร้อนหรือความเย็นตาม
เลือกวัสดุที่มีคุณสมบัติที่สอดคล้องกัน และพิจารณาใช้สารเติมแต่งที่ส่งเสริมการตกแต่งที่สม่ำเสมอยิ่งขึ้น ปรึกษากับซัพพลายเออร์วัสดุเพื่อค้นหาตัวเลือกที่ดีที่สุดสำหรับความต้องการเฉพาะของคุณ
| คุณสมบัติ | ประเภทวัสดุ | แนะนำให้ใช้ |
|---|---|---|
| เอบีเอส | ความต้านทานต่อแรงกระแทกสูง | ชิ้นส่วนยานยนต์อิเล็กทรอนิกส์สำหรับผู้บริโภค |
| โพลีคาร์บอเนต | ความโปร่งใสสูงความเหนียว | อุปกรณ์การแพทย์แอปพลิเคชันออปติคัล |
| ไนลอน | ความแข็งแรงสูงการเสียดสีที่ดี | ส่วนประกอบเชิงกลเกียร์ |
| โพลีโพรพีลีน | ความต้านทานทางเคมีที่ยอดเยี่ยม | บรรจุภัณฑ์ของใช้ในครัวเรือน |

ใช้เวลาเย็นที่สอดคล้องกัน เพื่อให้แน่ใจว่าการระบายความร้อนพื้นผิวสม่ำเสมอ คุณอาจต้องปรับการออกแบบแม่พิมพ์เพื่ออำนวยความสะดวกในการระบายความร้อน ใช้ซอฟต์แวร์จำลองเพื่อทำนายว่าการเปลี่ยนแปลงจะส่งผลต่อกระบวนการระบายความร้อนและพื้นผิว
ปรับการตั้งค่าเครื่อง เพื่อให้แน่ใจว่าความเร็วในการฉีดและความดันที่สมดุล การตั้งค่าที่สูงเกินไปหรือต่ำเกินไปอาจนำไปสู่ข้อบกพร่อง ดำเนินการทดลองใช้และทำการปรับเพิ่มขึ้นตรวจสอบผลลัพธ์อย่างใกล้ชิด
| การตั้งค่า | การแก้ปัญหา | ปัญหาที่อาจเกิดขึ้น |
|---|---|---|
| ความเร็วในการฉีด | เร็วเกินไป: รอยไหม้ | ลดความเร็วเล็กน้อย |
| ช้าเกินไป: ช็อตสั้น | เพิ่มความเร็วเพิ่มขึ้น | |
| แรงดันฉีด | สูงเกินไป: แฟลช/ข้อบกพร่อง | ลดความดันค่อยๆ |
| ต่ำเกินไป: ไส้ที่ไม่สมบูรณ์ | เพิ่มความดันทีละขั้นตอน |
การบำรุงรักษาที่สอดคล้องกัน: รักษาแม่พิมพ์และเครื่องจักรเป็นประจำเพื่อป้องกันความผันผวนที่อาจส่งผลกระทบต่อคุณภาพพื้นผิว
การควบคุมคุณภาพ: ใช้มาตรการควบคุมคุณภาพที่แข็งแกร่งเช่นการตรวจสอบอย่างสม่ำเสมอและการทดสอบความสว่างของพื้นผิว
ทำงานร่วมกับผู้เชี่ยวชาญ: ทำงานอย่างใกล้ชิดกับซัพพลายเออร์วัสดุและวิศวกรกระบวนการเพื่อเพิ่มประสิทธิภาพการเลือกวัสดุและการตั้งค่าการฉีด
การฝึกอบรม: ตรวจสอบให้แน่ใจว่าผู้ให้บริการเครื่องได้รับการฝึกฝนอย่างเหมาะสมเกี่ยวกับความสำคัญของปัจจัยเหล่านี้และวิธีการตรวจสอบและปรับการตั้งค่าตามลำดับ

ความสว่างของพื้นผิวที่ไม่สม่ำเสมอในผลิตภัณฑ์การฉีดขึ้นรูปสามารถเบี่ยงเบนจากคุณภาพโดยรวมและค่าความงามของผลิตภัณฑ์ขั้นสุดท้าย โดย การระบุรากทำให้เกิด , การตรวจสอบอุณหภูมิแม่พิมพ์ , ที่เลือกวัสดุที่เหมาะสม , ในการปรับแต่งเวลาเย็นลง และ ปรับการตั้งค่าการฉีด คุณสามารถปรับปรุงความสอดคล้องของพื้นผิวได้อย่างมีนัยสำคัญ การบำรุงรักษาอย่างสม่ำเสมอและการควบคุมคุณภาพที่แข็งแกร่งจะช่วยให้ประสบความสำเร็จในระยะยาว การแก้ไขปัญหาเหล่านี้อย่างเป็นระบบจะนำไปสู่คุณภาพที่สูงขึ้นข้อบกพร่องน้อยลงและความพึงพอใจของลูกค้าที่เพิ่มขึ้น